

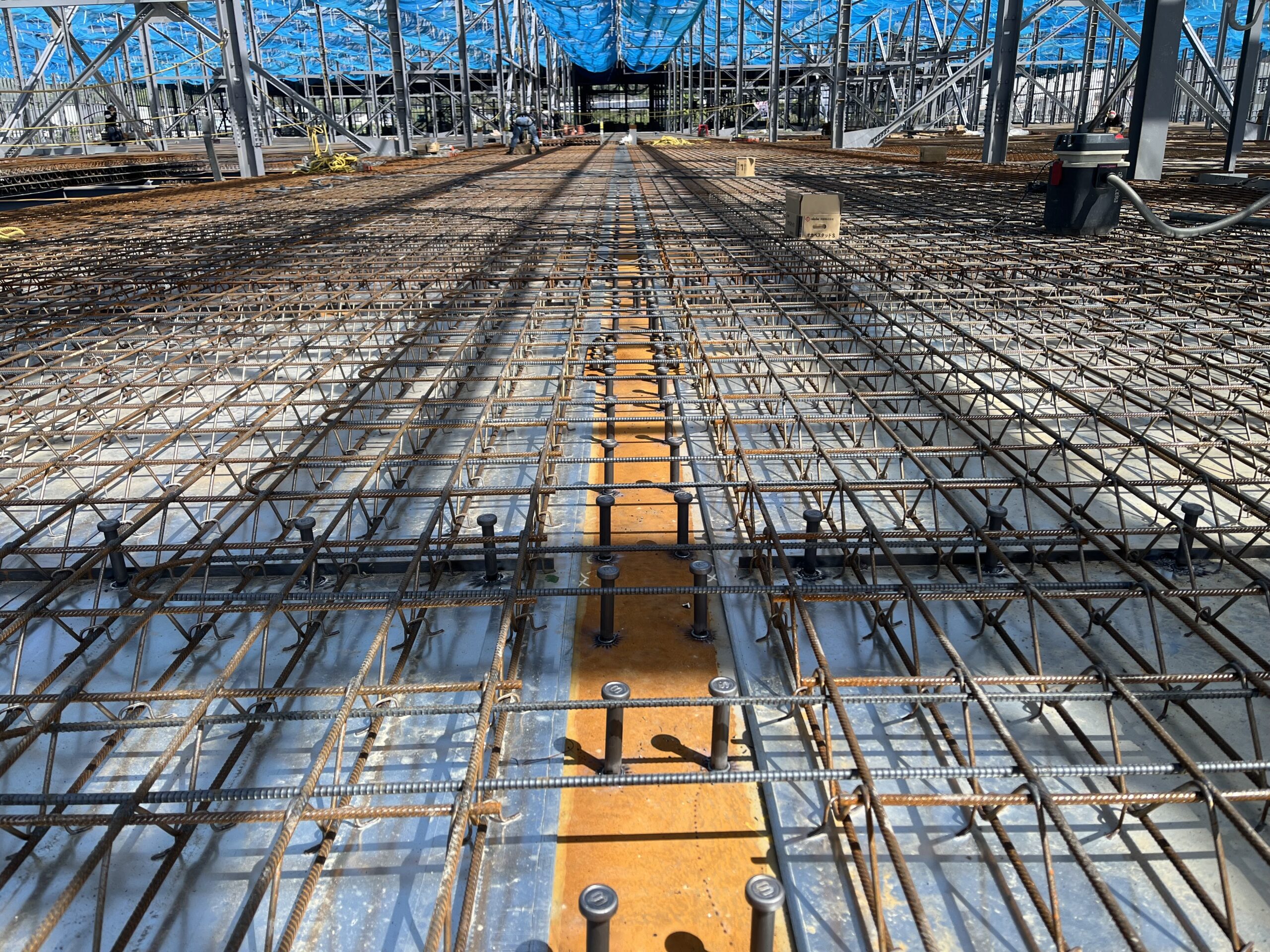
スタッド溶接について
スタッド溶接とは
ABOUT STUD
スタッドそのものが溶接材となります
スタッド(頭付き・異形・ねじ・Yなどの形状を持つスタッド溶接専用材料で作られた物)と母材(鉄板など)に溶接する工法を、スタッド溶接といいます。溶接棒や溶接ワイヤーを使用せずに、スタッドそのものが溶接材となります。
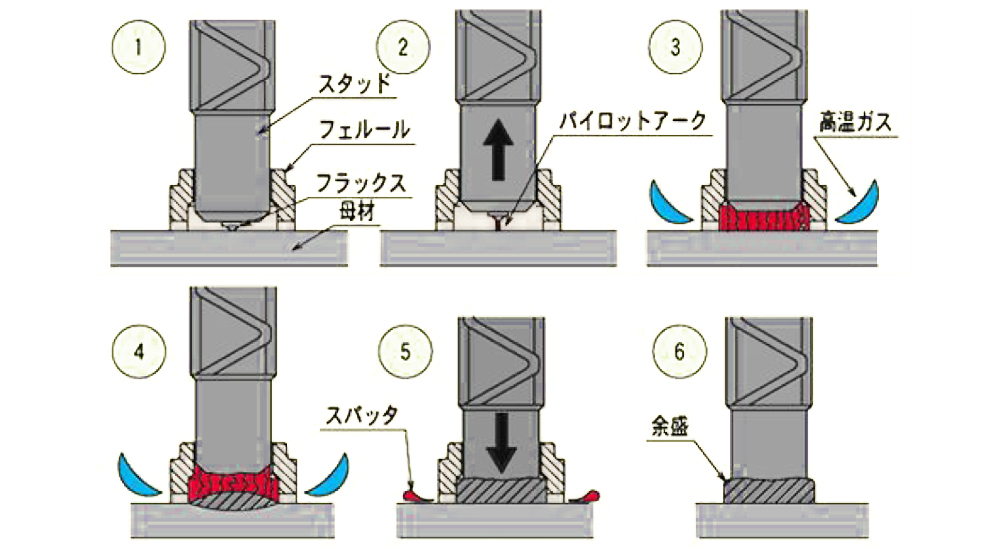
スタット材と母材との間に電流を流すと放電が生じ、この放電をアーク放電といいます。アーク放電の電流は強く、スタッド材と母材を溶融し接合させ溶接します。
スタッドを専用の溶接ガンに取り付けて母材に押し当ててスイッチを入れるだけで短時間に自動的に溶接が行われます。


スタッド溶接の種類
STUD TYPE
アークスタッド溶接【ドロンアーク(電力アーク)方式】
主に建築・土木(橋梁・港湾)で使用されます
特 徴
- スタッド径:5~25mm
- 母材板厚:スタッド径の1/3 以上
- スタッド:M6~M24・D13~D25
- 溶接電流:200~2,400 Amp
- 溶接時間:0.1~1.5 sec
※資料提供:日本スタッドウェルディング㈱ ダイヘンスタッド㈱
特 徴
STUD FEATURES
スタッド溶接の主な特徴は1秒程度の短時間で母材とスタッドが一体になる事です
原 理
技 量
強 度
熱影響
※但し、母材の厚みはスタッド径の1/3以上の場合となります。
検 査
STUD INSPECTION
-
- 1施工前検査
-
- 【スタッド寸法検査】
- 全長・軸径
- 【外観検査】
- 錆・油などの溶接に不適切なものの付着がないか
-
- 2着工前試験
- 事前に母材を準備して溶接条件確認→溶接→30°打撃曲げ試験を行い、溶接部の余盛・アンダーカット等条件を満たしているか確認します。
-
- 3外観検査
-
- 外観検査 軸部全周に余盛が形成されているか確認します。
- 軸部及び母材にアンダーカットが生じていないかを確認します。
- スタッド溶接後 全長・傾きを確認します。
上記の判定基準はこちらです。
- 余盛の高さ1mm幅0.5mm以上であり、軸全周にわたって包囲されている事
- 余盛には切り欠き状で、深さ0.5mm以上のアンダーカットはあってはならない事
-
- 4施工後検査
- 施工完了日毎に「寸法検査」「外観検査」「曲げ検査」を行い、自主検査管理表を提出します。
必要な資格
STUD LICENSE
事業者は労働者に対して、労働安全衛生法第59条において従事する業務に関する安全または衛生のための教育を行う必要があると明記されています。以下は国土交通省大臣官房官庁営繕部監修「建築工事監理指針」より抜粋です。
スタッド溶接作業における技能資格
スタッド溶接作業を行う技能資格者は、JASS 6 鉄骨工事付則4[スタッド溶接技術検定試験]に合格した有資格者でならなければならない。
A級免許(基本級)下向き溶接のみ
B級免許(専門級)下向き・横向き溶接
バイパススタッド免許
